<ul id="aucsa"></ul> 
С�п�����늽��O��֮һ�����ω��塢��������С�п����е��P�I��������Ҫ�ӹ����麸�Ӽӹ�����ο��Q���ͺ��������c�������ӡ�У���Ĺ�ˇ�^�́����a���Ȳ��ܝM����������a�������������亸��׃�δ����|����������������ɏUƷ������������a�ʣ��_���ӹ��|�������҂��OӋ��һ���ù��b��
һ����ˇ����
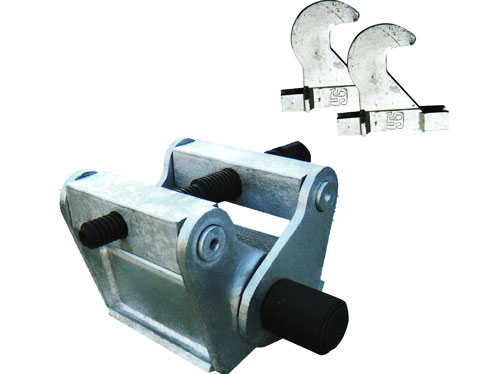
ԓ���岿�����Ϸ��ס��Ȱ塢��塢����4�N����M���Ӷ��ɡ�������D������ԓ������ԂȰ��σɿ����Ğ���ʣ��c�Ϸ�������ƽ�ж��`���0.3mm���Q�����ö�λ�N��λ�����Cƽ��ȡ�
�������b�OӋ�������^��
1.�OӋ�ʄt����λ�ʴ_���Y�����Ρ��������㣬ʹ�É����L�����ھS�o
2.��λ�����xȡ����������ԭ�t�����˷�������IJ��b���ԃɂ���Ȱ������ľ�����2����λ���S�����C���Ϸ������Ŀ���2����A�ہ����C��
3.����Ĺ̶��c��ж�����늺������a��׃�Σ����ö�λ�N��λ��߀�ɲ���б�F�i�o��λ������˨����ĸ�i�o��λ��ʹ�Ȱ��c��λ���N�ϡ�����˨����ĸ�i�o��λ��ʽ��λ�ʴ_������ж���㡢�M�r���������������a��������б�F��ʽ��λ�Ȝʴ_������IJ�жҲ�����ˣ��ܴ��������aЧ�ʣ����ͳɱ���
4.���b�ĽY���c�M�ɣ����b�ɵ������ȶ�λ�塢б�F����λ���S���̶��r�ס���λ�塢�B�Ӱ塢픾o��ᔡ����ζ�λ�K�ȽM�ɡ�
5.���b��ʹ�÷��������Ѽӹ��õĹ��b�����ڹ����_�ϣ��Ȍ��aƷ�Ϸ����c�Ȱ��b��һ�𣨼����Ϸ��׃ɶ�����ɂȂȰ�׃ȣ����ٌ����b�õ��Ϸ��ײ������ڹ��b�ϲ���U�βۃȣ�ͬ�r����λ���S������Ȳ������ڹ��b�ɂȵĂȰ�׃ȣ���б�Fʹ�Ȱ��c���b���w�̶����ٌ�������ڈA����λ�K�ϣ����^�ɶ�λ�����λ�óߴ磬������빤�b��һ���Զ�λ��̶�λ�óߴ磬���g��픾o��ᔌ�б�F��ڶ�λ���ϣ��Դ_����λ�ʴ_���˕r���M��늺����ӣ�늺����Ȍ�б�Fȡ�����˳��ɂȶ�λ�N�����ɷ����ȡ��С�п��ߡ�
